- no.8,zaolin yolu,
Longxiang Caddesi,
tongxiang,zhejiang,çin - +86 573 89381086[email protected]
- İndirilenlerPDF Broşürleri
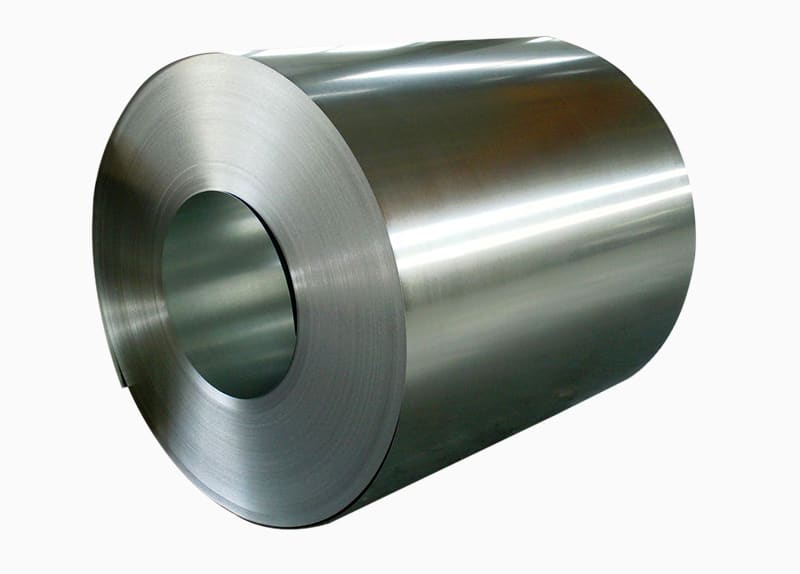
Sıcak haddelenmiş çelik rulolar, modern imalat ve inşaatta en yaygın kullanılan çelik türlerinden biridir. Bu büyük çelik sac ruloları, bina yapılarından otomobil çerçevelerine kadar her şeye uygun, çok yönlü bir malzeme oluşturan yüksek sıcaklıkta haddeleme işlemiyle üretilir. İnşaat, imalat veya metal imalatında çalışıyorsanız, sıcak haddelenmiş çelik ruloları anlamak, daha iyi malzeme seçimleri yapmanıza, maliyetleri kontrol etmenize ve projelerinizde üstün sonuçlar elde etmenize yardımcı olabilir.
Sıcak haddelenmiş çelik rulolar ham çeliği masif bobinlere sarılmış düz, esnek levhalara dönüştüren bir üretim süreciyle yaratılıyor. "Sıcak haddelenmiş" tanımı, çeliğin işlendiği sıcaklığı ifade eder; yeniden kristalleşme sıcaklığının üzerinde, genellikle 1700°F'ın üzerindedir. Bu yüksek ısıl işlem, sıcak haddelenmiş çeliğe karakteristik özelliklerini veren ve onu soğuk haddelenmiş alternatiflerden ayıran şeydir.
Üretim yolculuğu, demir cevheri, kömür ve kireçtaşı gibi ham maddelerin yüksek fırınlarda birlikte eritilerek erimiş çelik elde edildiği çelik fabrikasında başlıyor. Bu sıvı metal daha sonra blum veya kütük adı verilen büyük dikdörtgen levhalara dökülür. Bu yarı mamul ürünler birkaç ton ağırlığa sahip olabilir ve sıcak haddeleme işleminin başlangıç noktası olarak hizmet edebilir.
Plakalar oluşturulduktan sonra özel fırınlarda 2000°F'ı aşan sıcaklıklara, parlak turuncu veya sarı renkte parlayana kadar yeniden ısıtılır. Bu aşırı ısı çeliği dövülebilir ve haddelenmeye hazır hale getirir. Isıtılan levhalar daha sonra uzunluğu arttırırken kalınlığı giderek azaltan bir dizi büyük haddehaneden geçer. Bunu hamuru açmak gibi düşünün; merdanelerden her geçiş çeliği daha ince ve daha uzun hale getirir.
Çelik birden fazla haddeleme tezgahından geçerken, yüksek basınçlı silindirler onu sıkıştırır ve giderek daha ince levhalar halinde şekillendirir. Geçiş sayısı ve uygulanan basınç, bobinin nihai kalınlığını belirler. Modern fabrikalar, yüzlerce metreye kadar uzayabilen bobinin tüm uzunluğu boyunca hassas kalınlık toleranslarını korumak için bilgisayarlı kontroller kullanıyor.
İstenilen kalınlığa ulaşıldıktan sonra sıcak çelik sac, soğutma yataklarından veya su spreylerinden geçerek sıcaklığı kontrollü bir şekilde düşürür. Bu soğutma işlemi çeliğin nihai mekanik özelliklerini ve tane yapısını etkiler. Son olarak soğutulan çelik, özel sarma ekipmanı kullanılarak sıkı bobinler halinde sarılır. Bu bitmiş bobinler, 10 ila 30 ton arasında herhangi bir ağırlığa ve 3 ila 6 feet genişliğe sahip olabilir ve dünya çapındaki üreticilere ve imalatçılara gönderilmeye hazırdır.
Sıcak haddelenmiş çelik bobinler, doğrudan yüksek sıcaklıkta işlenmesinden kaynaklanan farklı fiziksel ve mekanik özelliklere sahiptir. Bu özellikleri anlamak, sıcak haddelenmiş çeliğin uygulamanız için ne zaman doğru seçim olduğunu belirlemenize yardımcı olur.
Sıcak haddelenmiş çeliğin yüzey kalitesi en tanınmış özelliklerinden biridir. Çelik yüksek sıcaklıklarda işlendiğinden soğuma sırasında yüzeyde bir demir oksit tabakası oluşur. Bu ölçek, sıcak haddelenmiş çeliğe karakteristik kaba, hafif çukurlu görünüm ve koyu gri rengini verir. Bazı uygulamalar bu tortunun dekapaj veya kumlama yoluyla kaldırılmasını gerektirse de, birçok kullanım bu endüstriyel kaplamayı olduğu gibi benimser.
Sıcak haddelenmiş çelikteki boyut toleransları genellikle soğuk haddelenmiş alternatiflerden daha gevşektir. Yüksek sıcaklıkta işleme, son derece sıkı kalınlık ve genişlik spesifikasyonlarının korunmasını zorlaştırır. Tipik kalınlık toleransları, malzeme kalınlığına ve derecesine bağlı olarak ±0,030 ila ±0,060 inç arasında değişir. Hassas boyutlar gerektiren uygulamalar için soğuk haddelenmiş çelik veya ek işlemler gerekli olabilir.
Sıcak haddelenmiş çeliğin mekanik özellikleri arasında iyi süneklik ve şekillendirilebilirlik bulunur; bu da onu bükme, damgalama ve diğer imalat işlemleri için uygun kılar. Malzeme, spesifik dereceye bağlı olarak tipik olarak 400 ila 550 MPa arasında değişen orta düzeyde bir çekme mukavemeti sergiler. Verim mukavemeti, bileşime ve işleme parametrelerine bağlı olarak benzer şekilde değişir. Bu özellikler, sıcak haddelenmiş ruloları, işlenebilirlik ile birlikte yüksek mukavemetin gerekli olduğu yapısal uygulamalar için ideal kılar.
Sıcak haddelenmiş çelikte iç gerilimler minimum düzeydedir çünkü malzeme, ek soğuk işleme gerek kalmadan işlemden sonra doğal olarak soğur. Bu gerilimsiz durum, sıcak haddelenmiş çeliğin imalat sırasında bükülmeye veya geri esnemeye daha az eğilimli olmasını sağlar; bu da büyük parçalar veya karmaşık şekiller oluştururken önemli bir avantaj sağlar.
Sıcak haddelenmiş çelik bobinler, farklı uygulamalar ve performans gereksinimleri için tasarlanmış çok sayıda kalite ve spesifikasyonda mevcuttur. Uygun kalitenin seçilmesi projenizin yapısal, şekillendirilebilirlik ve maliyet hedeflerini karşılamasını sağlar.
| Sınıf Tanımı | Birincil Özellikler | Tipik Uygulamalar |
| A36 | Genel yapısal çelik, iyi kaynaklanabilirlik, 36 ksi verim | Binalar, köprüler, genel imalat |
| ASTM A1011 | Sıcak haddelenmiş karbon çelik saclar, çeşitli mukavemet seviyeleri | Otomotiv parçaları, aletler, metal yapılar |
| HSLA'yı (A572) | Yüksek mukavemetli düşük alaşımlı, 50-65 ksi verim, geliştirilmiş tokluk | Ağır ekipmanlar, basınçlı kaplar, yapısal destekler |
| SS Sınıf 40 | Yapısal kalite, minimum 40 ksi verim, ekonomi sınıfı | Çerçeveleme, kritik olmayan yapısal bileşenler |
| CS Tip B | Ticari kalite, orta düzeyde şekillendirilebilirlik | Raflar, muhafazalar, hafif hizmet uygulamaları |
| DDS (Çizim Kalitesi) | Derin çekme işlemleri için mükemmel şekillendirilebilirlik | Otomotiv gövde panelleri, karmaşık şekillendirilmiş parçalar |
Bu standart kalitelerin ötesinde, özel sıcak haddelenmiş rulolar belirli endüstri ihtiyaçlarına cevap verir. A588 gibi hava koşullarına dayanıklı çelik kaliteleri, dış mekan uygulamalarında boyama ihtiyacını ortadan kaldıran koruyucu bir pas patinası geliştirir. AR400 veya AR500 gibi aşınmaya dayanıklı kaliteler, aşınma direncinin kritik olduğu damperli kamyon yatakları veya madencilik ekipmanları gibi uygulamalar için olağanüstü sertlik sağlar.
Sıcak haddelenmiş ruloların kalınlık aralıkları tipik olarak 0,050 inç (1,27 mm) ila 0,500 inç (12,7 mm) veya daha fazla arasında değişir, ancak en yaygın aralık 0,075 ila 0,250 inç arasındadır. Daha ince ölçüler daha iyi şekillendirilebilirlik sunarken, daha kalın malzemeler daha fazla yapısal kapasite sağlar. Genişlik 24 inç ila 72 inç arasında değişir; 48 ve 60 inç, birçok uygulamada israfı en aza indiren standart boyutlardır.
Sıcak haddelenmiş ve soğuk haddelenmiş çelik rulolar arasındaki seçim, metal seçiminde en temel kararlardan birini temsil eder. Her işleme yöntemi, farklı uygulamalara uygun farklı özellikler yaratır ve bu farklılıkları anlamak, malzeme spesifikasyonunda maliyetli hataları önler.
İşleme sırasındaki sıcaklık birincil ayrımdır. Sıcak haddelenmiş çelik, malzeme yumuşatılmış halde kalırken 1700°F'nin üzerindeki sıcaklıklarda şekillendirilir. Soğuk haddelenmiş çelik ise sıcak haddelenmiş rulolarla başlandıktan sonra oda sıcaklığında işlenir. Bu soğuk işlem, çeliği gerinim sertleşmesi yoluyla sertleştirir ve daha sıkı boyut kontrolü sağlar.
Yüzey kalitesi kalitesi ikisi arasında önemli ölçüde farklılık gösterir. Sıcak haddelenmiş çelik, yüksek sıcaklıkta oksidasyonla oluşturulan pürüzlü, pullu yüzeye sahiptir. Soğuk haddelenmiş çelik, işleme sırasında tufalın çıkarılması ve malzemenin ek son işlem adımlarına tabi tutulması nedeniyle parlak bir görünüme sahip, pürüzsüz, temiz bir yüzeye sahiptir. Uygulamanız boyama, kaplama veya cilalı bir görünüm gerektiriyorsa soğuk haddelenmiş çelik daha iyi bir başlangıç yüzeyi sağlar.
Boyutsal hassasiyet, soğuk haddelenmiş ürünleri güçlü bir şekilde destekler. Oda sıcaklığında işleme, sıcak haddelenmiş ürünler için ±0,030 inç veya daha fazlasına kıyasla, üreticilerin ±0,005 inç kadar küçük kalınlık değişimleriyle çok daha sıkı toleranslara sahip olmalarına olanak tanır. Hassas uyum, tutarlı bükülme yarıçapları veya tekdüze görünüm gerektiren uygulamalar, soğuk haddelenmiş çeliğin üstün boyut kontrolünden yararlanır.
Maliyet hususları genellikle sıcak haddelenmiş çeliği tercih eder çünkü üretimi için daha az işlem adımı ve daha az enerji gerektirir. Sıcak haddelenmiş ruloların maliyeti genellikle eşdeğer soğuk haddelenmiş malzemeden %10-20 daha azdır. Yüzey kaplamasının ve dar toleransların kritik olmadığı büyük yapısal projeler için sıcak haddelenmiş çelik, performanstan ödün vermeden önemli miktarda maliyet tasarrufu sağlar.
Mukavemet ve sertlik özellikleri işleme yöntemlerine bağlı olarak farklılık gösterir. Soğuk haddelenmiş çelik, soğuk işlem sırasında iş sertleşmesi nedeniyle aynı kalitedeki sıcak haddelenmiş çelikten daha sert ve daha güçlüdür. Bununla birlikte, bu artan mukavemet, sünekliğin azalmasıyla birlikte gelir; bu da soğuk haddelenmiş çeliği, şiddetli şekillendirme operasyonları sırasında çatlamaya daha yatkın hale getirir. Sıcak haddelenmiş çeliğin orta düzeydeki mukavemet ve mükemmel süneklik kombinasyonu, onu önemli şekillendirme veya bükme gerektiren uygulamalar için ideal kılar.
Sıcak haddelenmiş çelik rulolar hemen hemen her endüstriyel sektörde temel hammadde olarak hizmet vermektedir. Çok yönlülüğü, gücü ve maliyet etkinliği, onları büyük altyapı projelerinden günlük tüketici ürünlerine kadar sayısız uygulama için vazgeçilmez kılmaktadır.
İnşaat sektörü, sıcak haddelenmiş çelik ruloların en büyük tüketicisini temsil ediyor. Binalar, köprüler ve altyapıya yönelik yapı çeliği büyük ölçüde sıcak haddelenmiş ürünlere dayanır. Metal yapı üreticileri sıcak haddelenmiş ruloları duvar panellerine, çatı kaplamasına ve yapısal çerçeve elemanlarına dönüştürüyor. Malzemenin yüksek mukavemet-ağırlık oranı, mühendislerin yük gereksinimlerini karşılarken malzeme kullanımını en aza indiren verimli yapılar tasarlamalarına olanak tanır. Takviye malzemeleri, destek kirişleri ve temel bileşenlerinin tümü genellikle sıcak haddelenmiş rulolar olarak başlar.
Otomotiv imalatı, araç çerçeveleri, şasi bileşenleri ve yapısal takviyeler için çok büyük miktarlarda sıcak haddelenmiş çelik tüketiyor. Dış gövde panellerinde yüzey kalitesi için genellikle soğuk haddelenmiş veya kaplanmış çelikler kullanılırken, çoğu aracın alt yapısında sağlamlık ve şekillendirilebilirlik için sıcak haddelenmiş çelik kullanılır. Kamyon şasileri, traversler ve süspansiyon bileşenleri özellikle sıcak haddelenmiş çeliğin sağlamlık ve maliyet etkinliği kombinasyonundan yararlanır.
Boru ve tüp üretimi, sıcak haddelenmiş ruloların şeritler halinde kesilmesi ve daha sonra yuvarlak veya şekilli profiller haline getirilmesiyle başlar. Hem kaynaklı hem de dikişsiz boru üretim süreçlerinde hammadde olarak sıcak haddelenmiş çelik kullanılır. Petrol ve gaz boru hatları, yapısal borular, mekanik borular ve sayısız diğer boru şeklindeki ürünlerin kökenleri sıcak haddelenmiş rulo çeliğine dayanmaktadır.
Ağır ekipman ve makine üreticileri, buldozer bıçaklarından tarımsal alet çerçevelerine kadar her şey için sıcak haddelenmiş çeliğe güveniyor. Malzeme, hafriyat ekipmanlarının, madencilik makinelerinin ve endüstriyel üretim ekipmanlarının kötüye kullanılmasına dayanıklıdır. Aşınmaya dayanıklı sıcak haddelenmiş kaliteler özellikle darbe, aşınma veya ağır yük içeren uygulamalarda üstünlük sağlar.
Sıcak haddelenmiş çelik bobinler birçok uygulama için haddelenmiş durumlarında kullanılabilirken, çeşitli yüzey işlemleri performansı, görünümü veya korozyon direncini artırır. Bu seçenekleri anlamak, özel gereksinimleriniz için doğru yüzey hazırlığını belirlemenize yardımcı olur.
Asitleme, sıcak haddelenmiş çelikten değirmen tufalını tipik olarak hidroklorik veya sülfürik asit kullanılarak bir kimyasal banyo yoluyla uzaklaştırır. Bu işlem, alttaki temiz çeliği ortaya çıkararak oksidasyondan arınmış gri mat bir yüzey oluşturur. Asitleme işleminden sonra çelik, depolama ve nakliye sırasında paslanmayı önlemek için hafif bir yağ kaplamasına tabi tutulur. Genellikle HRPO olarak adlandırılan asitle temizlenmiş ve yağlanmış sıcak haddelenmiş çelik, kaynak, boyama veya ileri işlemler için mükemmel bir yüzey sağlar. Daha temiz bir başlangıç yüzeyi sunarken, standart sıcak haddelenmiş çelikten biraz daha pahalı, ancak soğuk haddelenmiş çelikten önemli ölçüde daha düşük maliyetlidir.
Sıcak haddelenmiş rulolar, koruyucu bir kaplama oluşturmak için erimiş çinkoya daldırılarak galvanizlenebilir. Kaplamadan sonra ısıl işleme tabi tutulduğunda genellikle galvaniz tavlanmış olarak adlandırılan bu galvanizli sıcak haddelenmiş çelik, dış mekan uygulamaları için mükemmel korozyon direnci sağlar. Çinko kaplama, alttaki çeliği pas ve oksidasyondan korumak için kendini feda eder. Galvanizli sıcak haddelenmiş rulolar çatı kaplama, dış cephe kaplaması, kanal sistemi ve hava veya neme maruz kalan herhangi bir uygulama için popülerdir.
Bilyeli kumlama yoluyla mekanik tufal giderme, değirmen tufalini fiziksel olarak çıkarmak ve dokulu bir yüzey profili oluşturmak için yüksek hızlı çelik veya seramik parçacıkları kullanır. Bu işlem, boya yapışmasını artıran pürüzlü bir yüzey sağlayarak çeliği kaplama uygulamalarına hazırlar. Kumlama, sahada boyanacak olan yapısal çelikler veya belirli yüzey pürüzlülüğü parametreleri gerektiren uygulamalar için yaygındır.
Birçok imalatçı, imalattan sonra sıcak haddelenmiş çelik parçalara boya veya toz kaplama uygular. Temizleme, yağdan arındırma ve bazen dönüşüm kaplamalarının uygulanmasını içeren uygun yüzey hazırlığı, boyanın iyi yapışmasını ve uzun süreli korozyon koruması sağlar. Toz boya, dayanıklılığı, çevresel faydaları ve geniş renk seçeneği nedeniyle giderek daha popüler hale geldi.
Sıcak haddelenmiş çelik rulo satın almak, toplam satın alma maliyetinizi etkileyen pazar dinamiklerini, fiyatlandırma mekanizmalarını ve pratik lojistiği anlamayı gerektirir. Akıllı satın alma stratejileri, ihtiyacınız olduğunda malzeme kullanılabilirliğini sağlarken önemli tasarruflar da sağlayabilir.
Ana metal fiyatları küresel arz ve talebe, hammadde maliyetlerine ve ekonomik koşullara bağlı olarak sürekli dalgalanmaktadır. Çelik fiyatları genellikle ton veya yüz ağırlık (cwt) başına fiyatlandırılır ve bölgeye, fabrikaya ve mevcut piyasa koşullarına göre değişir. Fiyatları etkileyen başlıca faktörler arasında demir cevheri maliyetleri, enerji fiyatları, hurda metal bulunabilirliği ve tarifeler ve kotalar dahil uluslararası ticaret politikaları yer alıyor.
Ekstralar ve ek ücretler taban fiyata eklenir ve toplam maliyeti önemli ölçüde etkileyebilir. Yaygın ek ücretler arasında belirli kimyasal bileşimler için alaşım ekstraları, standart dışı genişlik veya kalınlıklar için boyut ekstraları, küçük siparişler için miktar ekstraları ve özel yüzey işlemleri için işleme ekstraları yer alır. Bazı fabrikalar ayrıca yakıt ek ücretleri, navlun ücretleri veya piyasa koşullarına göre değişen başka ücretler de uygulamaktadır. Teklifleri doğru bir şekilde karşılaştırabilmeniz için her zaman bu bileşenleri ayrı ayrı gösteren ayrıntılı fiyatlandırma talep edin.
Sipariş miktarı birim fiyatlandırmayı önemli ölçüde etkiler. Çelik fabrikaları verimliliği en üst düzeye çıkarmak için aynı spesifikasyonda büyük seriler üretmeyi tercih ediyor, bu nedenle küçük siparişler genellikle yüksek fiyatlara tabi oluyor. Kırılma noktaları fabrikaya göre değişir, ancak 20-40 ton veya daha fazla siparişler genellikle daha küçük miktarlara göre daha iyi fiyatlandırılır. Ancak hacim indirimlerini stok taşıma maliyetleri ve eskime riskine karşı dengeleyin; makul bir zaman diliminde kullanabileceğinizden daha fazlasını satın almak, görünürdeki tasarrufları ortadan kaldırabilir.
Teslim süreleri, doğrudan fabrikadan mı yoksa bir servis merkezinden mi sipariş verdiğinize bağlı olarak değişir. Doğrudan fabrika siparişleri üretim ve teslimat için genellikle 6-12 hafta gerektirirken, servis merkezleri anında temin için ortak ebatları stokluyor. Servis merkezleri fabrika fiyatlarının üzerine fiyat artışı ekliyor ancak boy kesme, dilme ve daha küçük minimum miktarlar gibi değerli hizmetler sağlıyor.
Sözleşmeli ve spot satın alma stratejilerinin her biri avantajlar sunar. Uzun vadeli sözleşmeler, aylar veya yıllar boyunca birden fazla teslimat için fiyatlandırmayı sabitleyerek fiyat artışlarına karşı koruma sağlar ancak fiyatlar düştüğünde potansiyel olarak fırsatları kaçırır. Spot satın alma, uygun piyasalarda satın alma zamanına esneklik sağlar ancak sizi fiyat dalgalanmalarına maruz bırakır. Birçok şirket, değişken talep için spot satın alırken temel ihtiyaçlar için sözleşme yapan hibrit yaklaşımları kullanıyor.
Sıcak haddelenmiş çelik ruloların uygun şekilde depolanması ve taşınması, yatırımınızı korur ve malzemenin kullanıma kadar iyi durumda kalmasını sağlar. Bu devasa, ağır nesnelerde hasar, yaralanma ve kalite bozulmasını önlemek için özel önlemler alınması gerekir.
Bobin depolama, yeterli alan ve uygun destek yapıları gerektirir. Bobinleri, ağırlığı eşit şekilde dağıtan ve bobini deforme edebilecek noktasal yüklemeyi önleyen ahşap veya metal eyerlerin üzerinde dik olarak saklayın. Ağırlık, iç sargıların kalıcı olarak ezilmesine neden olabileceğinden, bobinleri asla yatay olarak istiflemeyin. Nem birikimini ve pas oluşumunu önlemek için zemin ile bobin tabanı arasında en az 6 inç boşluk bırakın. Kapalı alanda depolama idealdir, ancak açık havada depolama gerekiyorsa, yoğuşmayı önlemek için hava sirkülasyonuna izin verirken bobinleri su geçirmez brandalarla örtün.
Çevre kontrolü korozyon ve kalite sorunlarını önler. Sıcak haddelenmiş çeliğin çıplak yüzeyi neme maruz kaldığında paslanmaya karşı hassastır. Mümkün olduğunda depolama alanlarını nem oranının %50'nin altında olmasını sağlayın ve yoğuşmayı önlemek için iyi havalandırma sağlayın. Yağ kaplı bobinler bile uzun süre nemli koşullarda saklanırsa pas oluşabilir. Bazı operasyonlarda kritik malzemelerin depolandığı depolama alanlarında nem gidericiler veya korozyon önleyici katkı maddeleri kullanılır.
Çelik bobinlerin ağırlığı ve boyutu göz önüne alındığında güvenli taşıma prosedürleri önemlidir. Tipik bir bobin 15-30 ton ağırlığındadır ve hareket için tavan vinçleri, bobin kaldırıcıları veya özel ekipman gerektirir. Bobin kenarlarına zarar verebilecek veya yükün beklenmedik şekilde kaymasına neden olabilecek boğucuları veya askıları asla kullanmayın. Bobin taşıma için özel olarak tasarlanmış bobin tutucuları veya C-kancaları en güvenli kaldırma yöntemini sağlar. Tüm kaldırma ekipmanının bobin ağırlığına göre yeterli güvenlik faktörleriyle derecelendirildiğinden emin olun.
Sıcak haddelenmiş çelik ruloların bitmiş ürünlere dönüştürülmesi, her biri en iyi sonuçları elde etmek için özel hususların dikkate alındığı çeşitli imalat süreçlerini içerir. Sıcak haddelenmiş çeliğin farklı işlemler sırasında nasıl davrandığını anlamak, verimli üretimi planlamanıza ve sık karşılaşılan sorunlardan kaçınmanıza yardımcı olur.
Dilme, ana bobinleri belirli uygulamalar için daha dar genişliklere dönüştürür. Yüksek hızlı dilme hatları, malzemeyi birden fazla küçük bobin halinde geri sararken bobinleri uzunlamasına kesmek için dairesel bıçaklar kullanır. Kenar kalitesi, bıçağın keskinliğine ve doğru kuruluma bağlıdır; kör bıçaklar, ikincil çapak alma işlemleri gerektiren çapaklara neden olur. Sıcak haddelenmiş çeliğin pulu bıçak aşınmasını hızlandırabilir, bu nedenle yüksek hacimli dilme için sık sık bıçak değişimi veya karbür takımlama gerekli olabilir.
Uzunluğa kesme, bobini belirtilen boyutlarda düz levhalara dönüştürür. Boy kesme hatları, malzemeyi kolay kullanım ve daha ileri işlemler için istiflenen tabakalar halinde açar, düzleştirir ve keser. Sıcak haddelenmiş çeliğin iç gerilimleri minimum düzeydedir, bu nedenle kesilmiş saclar genellikle aşırı kıvrılma veya bombe olmadan düz bir şekilde uzanır. Ancak pürüzlü yüzey, besleme ruloları ve tesviye ekipmanı için aşındırıcı olabilir ve soğuk haddelenmiş işleme göre daha sık bakım gerektirir.
Bükme, damgalama ve haddeli şekillendirme dahil şekillendirme işlemleri, mükemmel sünekliği sayesinde sıcak haddelenmiş çelikle iyi çalışır. Malzemenin soğuk haddelenmiş çeliğe kıyasla yumuşaklığı, şekillendirme kuvvetlerini ve takım aşınmasını azaltır. Bununla birlikte, pürüzlü yüzey kaplaması görünür alanlardaki görünümü etkileyebilir ve iz bırakabilir veya parçalanmalara neden olabilir. Geri esneme genellikle sıcak haddelenmiş çelikte soğuk haddelenmiş çelikten daha az problemlidir, bu da bükülme açısı hesaplamalarını basitleştirir.
Sıcak haddelenmiş çeliğin kaynaklanması, MIG, TIG, çubuk ve flux-core dahil olmak üzere en yaygın kaynak işlemleriyle sorunsuz bir şekilde ilerler. Sağlam kaynakların sağlanması için taşlama, tel fırçalama veya dekapaj yoluyla yüzey pulu kaynak alanlarından temizlenmelidir. Sıcak haddelenmiş çeliğin kimyasal bileşimi, yüksek alaşım içeriği olmaksızın tipik olarak basittir, bu da onu standart prosedürlerle kaynak dostu hale getirir. Kalın kesitlerde veya yüksek karbonlu kalitelerde çatlamayı önlemek amacıyla ön ısıtma gerekli olabilir.
Sıcak haddelenmiş çeliğin işleme özellikleri, serbest işlenebilir kaliteler ile işlenmesi zor alaşımlar arasındadır. Malzeme, karbür veya yüksek hız çeliği takımlarla oldukça iyi keser. Pürüzlü yüzey ve potansiyel ölçek, kesme takımlarını, asitlenmiş veya soğuk haddelenmiş malzemelerin işlenmesinden daha hızlı köreltebilir. Yüksek hacimli işleme operasyonlarında ortalama takım ömrü bekleyin ve takım değişikliklerini buna göre planlayın.
Sıcak haddelenmiş çelik ruloların spesifikasyonları karşılamasını sağlamak, üretim boyunca ve teslim alındıktan sonra sistematik kalite kontrolü gerektirir. Bu test ve muayene yöntemleri, malzeme özelliklerini doğrular ve kusurları, imalat veya hizmette sorunlara yol açmadan önce tespit eder.
Kimyasal bileşim analizi, çeliğin karbon içeriği, manganez, kükürt, fosfor ve diğer alaşım elementleri için kalite spesifikasyonlarını karşıladığını doğrular. Değirmenler genellikle üretim sırasında spektroskopik analizler gerçekleştirir ve bileşimi belgeleyen sertifikalı değirmen test raporları sağlar. Kritik uygulamalar doğrulama gerektirdiğinde, optik emisyon spektroskopisi veya X-ışını floresansını kullanan bağımsız laboratuvar testleri doğrulama sağlar.
Mekanik özellik testi, standart prosedürler yoluyla çekme mukavemetini, akma mukavemetini ve uzamayı değerlendirir. Bobin numunelerinden kesilen test numuneleri, bu özellikleri ölçmek için çekme testine tabi tutulur. Sonuçlar not için belirtilen aralıklar dahilinde olmalıdır. Rockwell veya Brinell yöntemlerini kullanan sertlik testi, bir bobin boyunca göreceli güç ve tutarlılığın hızlı bir şekilde kontrol edilmesini sağlar.
Boyutsal inceleme kalınlık, genişlik ve düzlüğün toleransları karşıladığını doğrular. Kalınlık göstergeleri, taçlanmayı veya kenar incelmesini tespit etmek için genişlik boyunca birden fazla noktada ölçüm yapar. Genişlik ölçümleri bobinin sipariş edilen boyutlarla eşleştiğini doğrular. Düzlük görsel olarak veya kritik olduğunda özel ekipmanlarla değerlendirilebilir. Kenar durumu incelemesi, işleme sorunlarına neden olabilecek yarıkları, çatlakları veya aşırı dalgalanmaları kontrol eder.
Yüzey kalitesi kontrolü, nihai ürünü etkileyebilecek kireç kaybı, oyuklar, çizikler veya pas gibi kusurları tanımlar. Sıcak haddelenmiş çelik doğası gereği pürüzlü bir yüzeye sahip olmasına rağmen normal hadde ölçeğinin ötesinde aşırı kusurlar kabul edilemez. Muayene tipik olarak rulo açma veya tüm yüzeyin incelenebildiği ilk işlem sırasında gerçekleşir. Ciddi kusurlar, reddedilmeyi veya fiyat ayarlamasını gerektirebilir.
Değirmen sertifikaları ve izlenebilirlik belgeleri temel kalite kayıtlarını sağlar. Sertifikalı fabrika test raporları, her bir bobin veya üretim partisi için kimyasal bileşimi, mekanik özellikleri ve test prosedürlerini ayrıntılı olarak belirtir. Bu belgelerin bakımı, kalite sistemlerini, müşteri gereksinimlerini ve mevzuat uyumluluğunu destekler. Bobinlerin üzerine basılan veya boyanan ısı numaraları, sorun çıkması durumunda malzemenin belirli üretim partilerine kadar takip edilmesini sağlar.
Sıcak haddelenmiş çelik rulolar, üretimdeki en başarılı geri dönüşüm ekosistemlerinden birine katılmaktadır. Çelik üretimi ve geri dönüşümün çevresel yönlerini anlamak, şirketlerin sürdürülebilirlik hedeflerine ulaşmalarına ve potansiyel olarak maliyetleri düşürmelerine yardımcı olur.
Çelik, kalitesinde bozulma olmaksızın sonsuz sayıda geri dönüştürülebilir; bu, hurda çeliğin süresiz olarak yeniden eritilip yeni ürünlere dönüştürülebileceği anlamına gelir. İnşaat ve otomotiv uygulamalarında kullanılan çeliğin yaklaşık %90'ı, depolama alanına atılmak yerine, sonuçta geri dönüştürülüyor. Bu olağanüstü geri dönüşüm oranı, çeliği çevre açısından en sorumlu yapısal malzemelerden biri haline getiriyor.
Modern çelik fabrikaları üretimde önemli miktarda geri dönüştürülmüş içerik kullanıyor. Elektrik ark ocaklı (EAF) fabrikalar neredeyse %100 hurda girdisinden çelik üretebilirken, yüksek fırın kullanan entegre tesisler genellikle işlenmemiş demir cevheri ile birlikte %25-40 hurda içerir. Bu geri dönüştürülmüş içerik, çeliğin tamamen ham maddelerden üretilmesine kıyasla enerji tüketimini, sera gazı emisyonlarını ve doğal kaynak çıkarımını azaltır.
Sıcak haddelemede enerji verimliliği teknolojik gelişmeler sayesinde önemli ölçüde arttı. Isı geri kazanım sistemleri, haddeleme ve soğutma proseslerinden kaynaklanan atık ısıyı yakalar. Bilgisayar kontrollü işlemler, enerji kullanımını en aza indirmek için sıcaklık profillerini ve yuvarlanma programlarını optimize eder. Modern fabrikalar, onlarca yıl öncesine kıyasla üretilen çelik tonu başına yaklaşık %50 daha az enerji tüketiyor.
Kullanım ömrü sonu planlamasında sıcak haddelenmiş çelik ürünlerin nasıl geri dönüştürüleceği dikkate alınmalıdır. Sökme ilkelerine yönelik tasarım, yıkım veya hurdaya çıkarma sırasında çelik bileşenlerin diğer malzemelerden ayrılmasını kolaylaştırır. Ayrılması zor olan kompozit malzemelerden kaçınmak geri dönüşüm oranlarını artırır. Boya ve kaplama seçimi de geri dönüştürülebilirliği etkileyebilir; bazı kaplamalar geri dönüşümü zorlaştırırken diğerleri minimum etkiye sahiptir.
Üretim sırasındaki hurda yönetimi, değerli malzemenin kurtarılmasını sağlar ve atık bertaraf maliyetlerini azaltır. Kesilen parçalar, reddedilen parçalar ve proses hurdalarının tümü hurda satıcıları için değer taşır. Hurdayı derecesine göre düzenlemek ve kirlenmeden uzak tutmak değeri en üst düzeye çıkarır. Pek çok imalatçı, hurda satışlarından hammadde maliyetlerini dengeleyen önemli bir gelir elde ediyor.
Sıcak haddelenmiş çelik endüstrisi teknolojik yenilikler, değişen pazar talepleri ve sürdürülebilirlik girişimleriyle gelişmeye devam ediyor. Bu trendlerin farkında olmak, üreticilerin değişiklikleri öngörmesine ve yeni fırsatlardan yararlanmasına yardımcı olur.
Gelişmiş yüksek dayanımlı çelik (AHSS) kaliteleri, soğuk haddelenmiş uygulamaların ötesinde sıcak haddelenmiş ürünlere doğru genişliyor. Bu özel çelikler, dikkatli alaşımlama ve ısıl işlem yoluyla daha düşük ağırlıkta daha yüksek mukavemet elde eder. Üçüncü nesil AHSS, olağanüstü gücü gelişmiş şekillendirilebilirlik ile birleştirerek güvenliği ve dayanıklılığı koruyan veya geliştiren daha hafif yapılara olanak tanır. Otomotiv ve inşaat uygulamaları, ağırlık azaltma ve performans hedeflerini karşılamak için bu malzemeleri giderek daha fazla tercih ediyor.
Dijital dönüşüm ve Endüstri 4.0 teknolojileri çelik üretiminde devrim yaratıyor. Gerçek zamanlı izleme sistemleri, haddeleme operasyonlarının her yönünü takip ederek kaliteyi korumak için anında ayarlama yapılmasına olanak tanır. Kestirimci bakım algoritmaları, ekipman arızalarını meydana gelmeden önce tahmin ederek arıza süresini azaltır. Yapay zeka, haddeleme programlarını optimize eder, malzeme özelliklerini tahmin eder ve verimi artırır. Bu teknolojiler ürün tutarlılığını geliştirirken verimliliği de artırır.
Sürdürülebilirlik girişimleri, çelik üretim süreçlerinde ve ürün tekliflerinde değişikliklere yol açıyor. Hidrojen bazlı doğrudan indirgeme süreçleri sıfıra yakın karbonlu çelik üretimi vaat ediyor, ancak ticari ölçekte uygulamaya geçmesi yıllar alacak. Karbon yakalama ve ayırma teknolojileri, geleneksel yüksek fırınların büyük ölçüde azaltılmış emisyonlarla sürekli olarak kullanılmasına olanak sağlayabilir. Fabrikalar, müşteri sürdürülebilirlik raporlamasını desteklemek için giderek daha fazla sertifikalı geri dönüştürülmüş içeriğe ve karbon ayak izi belgelerine sahip ürünler sunuyor.
İyileştirilmiş lojistik ve envanter yönetimi yoluyla tedarik zinciri optimizasyonu, fabrikaların ve servis merkezlerinin müşteri ihtiyaçlarına daha hızlı yanıt vermesine yardımcı olur. Tam zamanında teslimat sistemleri, malzeme kullanılabilirliğini sağlarken müşterinin envanter gereksinimlerini azaltır. Alıcıları ve satıcıları daha verimli bir şekilde birbirine bağlayan, potansiyel olarak işlem maliyetlerini azaltan ve fiyat şeffaflığını artıran dijital pazar yerleri ortaya çıkıyor.
Üretim, daha düşük maliyetli veya büyüyen pazarlara yakın bölgelere doğru ilerledikçe, küresel kapasite değişimleri rekabet ortamını yeniden şekillendirmeye devam ediyor. Bu değişiklikleri anlamak, alıcıların tedarik kaynaklarını çeşitlendirmesine ve riski yönetmesine yardımcı olur. Tarifeler, kotalar ve ticaret anlaşmalarını içeren ticaret politikaları, fiyatlandırmayı ve bulunabilirliği önemli ölçüde etkileyerek, önemli üretim bölgelerindeki düzenleyici gelişmelerin izlenmesini zorunlu hale getirir.
Yüksek pas önleme performansıyla inşaat, otomobil ve ev a...

PPGI / PPGL BOBİN tam adı, HDGI / ALU-ZINC bobinin üst ve...

Liman: Zhejiang, Çin Boyalı Galvanizli Çelik Rulomuzun...

Boyalı Boya UYGULAMASI İnşaat:Dışarıda:Atölye, tarımsa...




